Contrôle de réception & libération des lots
Plans de prélèvement dont la taille et le critère d'acceptation sont définis par le risque produit et procédé — la bonne décision pour la réception des composants et la libération des lots finis.
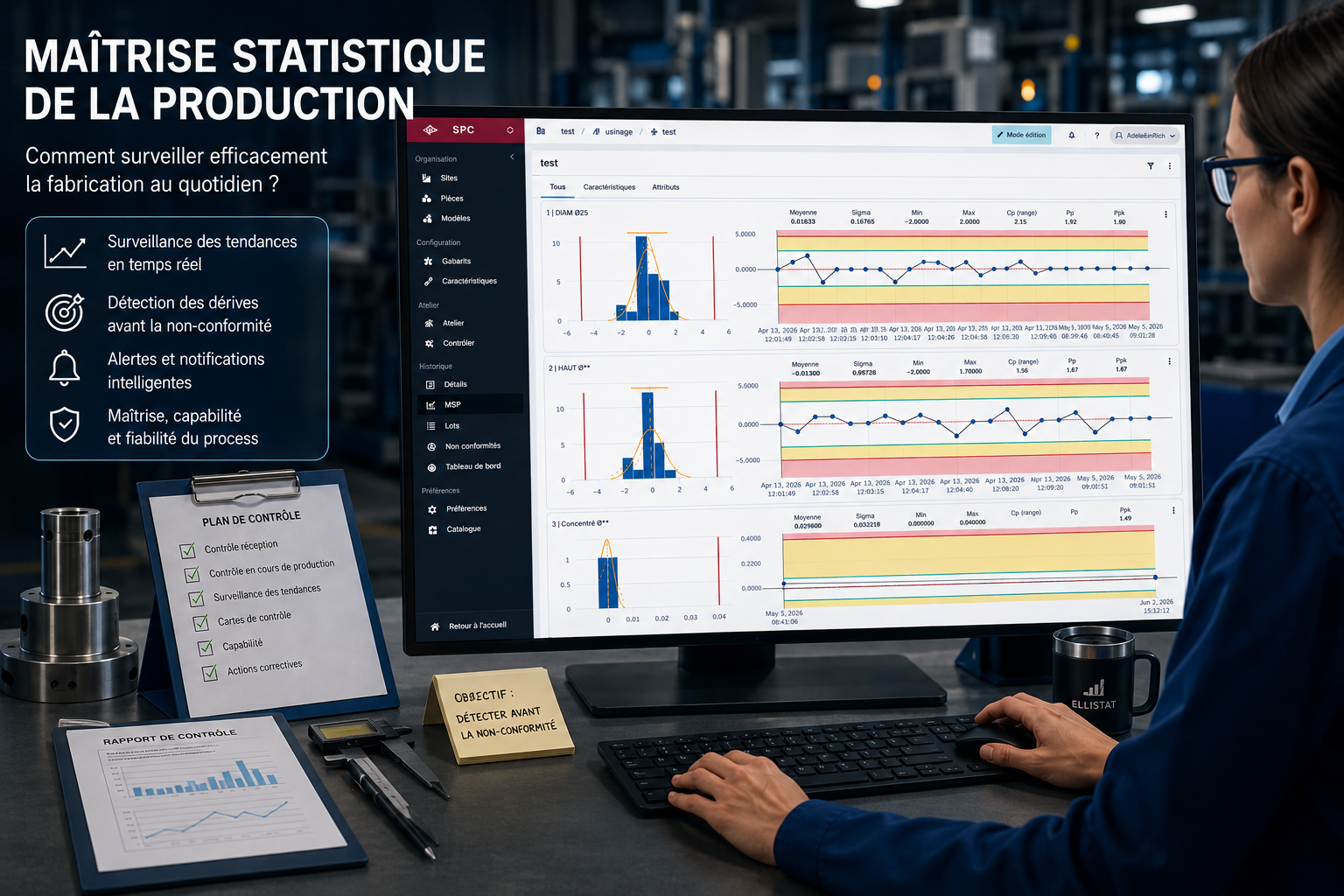
Maîtrise statistique de la production
Du contrôle réception à la libération des lots : garder le procédé sous contrôle au jour le jour, détecter les dérives tôt et estimer la fiabilité réelle à partir des retours clients.
Plans de prélèvement dont la taille et le critère d'acceptation sont définis par le risque produit et procédé — la bonne décision pour la réception des composants et la libération des lots finis.
Cartes de contrôle adaptées à la nature des données, capabilité interprétée correctement et détection des dérives avant la non-conformité.
Estimer la fiabilité réelle en conditions d'utilisation à partir des données de retours terrain — taux de défaillance, modes de défaillance, délais d'apparition — pour quantifier le taux de retour attendu, anticiper les volumes de SAV et alimenter l'analyse de risque post-commercialisation sur des bases objectives.
Un procédé stable peut produire des rebuts ; un procédé capable peut dériver. Nous distinguons maîtrise (stabilité) et capabilité (conformité aux specs), et nous mettons en place une surveillance qui alerte tôt — pas après coup.
La validation de procédé établit une preuve à un instant donné. La production courante, elle, doit maintenir cette preuve lot après lot, jour après jour. C'est la transition fondamentale entre la PQ et la surveillance en routine : on ne recommence pas à démontrer — on s'assure que rien n'a dérivé depuis la démonstration.
Tout ce qui suit — contrôle de réception, cartes de contrôle, libération des lots — s'inscrit dans cette logique : maintenir l'état validé, détecter toute dérive avant qu'elle ne devienne une non-conformité, et prendre la bonne décision au bon moment.
La première ligne de maîtrise, c'est ce qui entre dans le procédé. Les matières premières et les composants sont contrôlés à réception sur la base de plans de prélèvement dont la taille et le critère d'acceptation sont définis par le risque produit et procédé — pas par la taille de lot. Les mêmes principes s'appliquent à la libération des lots finis : la décision d'accepter ou de rejeter un lot repose sur une taille de prélèvement et un critère d'acceptation justifiés, s'appuyant sur les référentiels reconnus ISO 2859-1 pour les données attribut et ISO 3951-1 pour les données variables.
Une fois le lot lancé, l'enjeu est de détecter les dérives avant qu'elles produisent des non-conformités. Les cartes de contrôle sont l'outil central — à condition d'être correctement choisies selon la nature des données : Xbar-S et I-MR pour les mesures continues, P, U, P′ et U′ pour les données attribut. Mais une carte de contrôle mal paramétrée est pire qu'une absence de carte — elle génère de fausses alertes ou laisse passer de vraies dérives.
Trois questions structurent la mise en place d'un système SPC efficace : quelle taille de prélèvement par point de contrôle ? Quelle fréquence de prélèvement ? Quelles règles de pilotage déclenchent une action ? Les réponses dépendent là encore du risque associé à chaque caractéristique surveillée. La capabilité — Cp, Cpk, Ppk — complète ce dispositif en quantifiant la marge entre la performance réelle du procédé et ses limites de spécification, et en vérifiant que cette marge reste suffisante dans le temps.
La durée de vie d'un produit ne se démontre pas uniquement en laboratoire. Les données de retours terrain — taux de défaillance, nature des défaillances, délais d'apparition — permettent d'estimer statistiquement la fiabilité réelle du produit en conditions d'utilisation. Cette modélisation, fondée sur des distributions adaptées au type de défaillance observé, permet de quantifier le taux de retour attendu, d'anticiper les volumes de SAV et d'alimenter l'analyse de risque post-commercialisation sur des bases objectives plutôt que sur des hypothèses conservatrices non étayées.
Dimensionner votre contrôle de réception, votre système SPC et vos estimations de fiabilité sur le risque produit et procédé — et garder l'état validé défendable en audit — c'est l'accompagnement que propose StatExelia.
Parlons de votre projetDécrivez vos lignes et vos données disponibles. Nous concevons un plan de surveillance proportionné et exploitable.